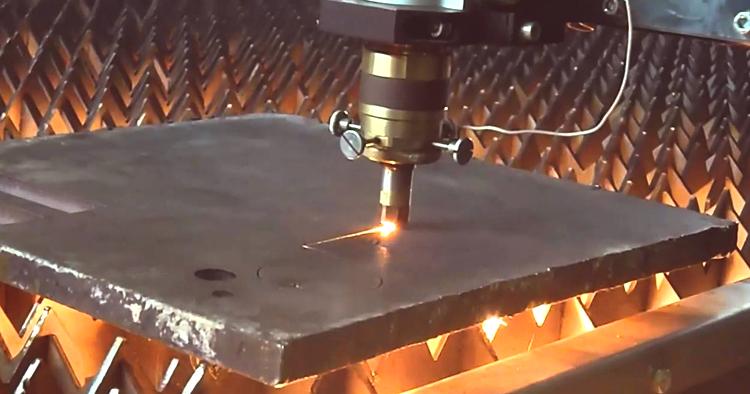
Plazmové řezání znamená řezání vodivého kovu pomocí řezání „plazmovým obloukem“, také betonu, kamene a dalších vysoce pevných materiálů až do tloušťky 200 mm v důsledku metody „plazmového paprsku“. Procesem řezání je řezání materiálu plazmou při teplotěod 5 000 do 30 000 stupňů Celsia a rychlosti500 až 1500 metrů za sekundu .

Plazmové řezání
\ tŘezání laserem
\ tŘezání laserem se provádí na všech materiálech a nezávisí na vodivosti proudu, ale má svá vlastní omezení tloušťky a hloubky řezu (maximální tloušťka ocelového bloku může dosáhnout 30 mm). Laser je paprsek světla s vysokým výkonem, získaný zrychlením světla v optickém rezonátoru. Při řezání, v závislosti na způsobu, se tavenina buď odstraňuje proudem plynu pod tlakem, nebo se odpařuje v řezné zóně.
Řezání laserem
Oblast působnosti
\ tPlazmové řezání se používá v podnicích těžkého strojírenství, jaderné energetice, leteckém průmyslu, ve stavebnictví, ve veřejných službách, ve venkovní reklamě (pro výrobky s kovovými značkami). Používá se k řezání trubek, plechů, litiny, oceli, betonu, jakož i pro tvarové řezání kovových a šroubových otvorů. Řezání laserem má široké spektrum použití a ovlivňuje: lékařství, strojírenství, výrobu nástrojů atd.
Laserové řezání kovu
\ tHlavní rozdíly
Plasma a řezání laserem jsou rovné.konkurence, pokud jde o výrobu menších dílů, LR vyhrává z hlediska rychlosti výroby a kvality, zatímco PR překonávárelativně nízké náklady na vybavenía snadněji vyměnitelné díly. Současně se PR a LR používají při řezání plechů se stejným úspěchem, s tím rozdílem, že s rostoucí tloušťkou kovu rostou náklady na laserové řezací zařízení, které vzrůstá 6-7krát ve srovnání s plazmovým řezáním.
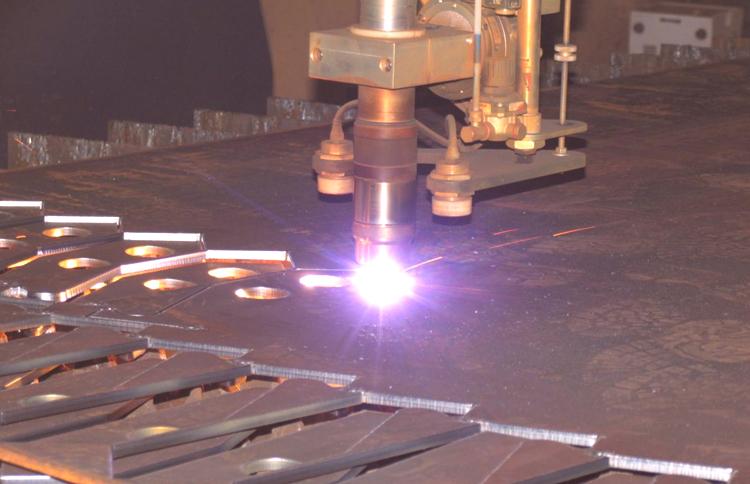
Plazmové řezání kovu
\ tJednou z výhod PR je práce s kovy silnějšími než 6 mm, kde je ekonomičtější a začíná rychleji překonávat rychlost, zatímco LR je založena především na výrobě malých dílů, které jsou díky menší velikosti světelného paprsku (od 0,25 mikronů do požadované velikosti) vyhrávány. , na rozdíl od plazmového paprsku (1..2.5. mm), ale v tomto případě začíná plazmová technologie závod (s příchodem mikroplasmového řezání s nízkými proudy, který je schopen řezat materiály z drahých a žáruvzdorných kovů o tloušťce 0,025 mm).
Poznamenejte si hlavní bod:
- Velký rozdíl v ceně (jak se síla zvyšuje, cena Lotyšska se mnohonásobně zvyšuje).
- Cena opravy (také LR je několikrát dražší vzhledem k ceně náhradních dílů).
- Mobilita, PR je nejen automatická, ale také manuální.
- Pro PR nezáleží na sterilitě zpracovávaného materiálu (rez, prach, atd.), Zatímco pro práci s LR je požadována sterilita jak v místnosti, kde se provádí práce, tak ve sterilizaci.zpracovávaného materiálu.
- Práce s LR vyžaduje odborníky v oblasti práce s tímto zařízením, zatímco pro zahájení práce s PR je vyžadována pouze znalost bezpečnostního inženýrství a základy práce.
- Vysoká spotřeba energie Lotyšské republiky, zatímco PR (ruční typ) je dostatečná práce ze zásuvky.
- Výkon řezání kovů: LR - Velmi vysoká pracovní rychlost při malých tloušťkách materiálu. S rostoucí tloušťkou se může spalování výrazně snížit. OL - Vysoká rychlost hoření. Vysoká rychlost se střední a malou tloušťkou, obvykle s prudkým poklesem s rostoucí tloušťkou.
Závěr
V závislosti na úkolu roste i praktičnost této metody. Laserové řezání zdůvodňuje jeho použití při plném zatížení a práci s tenkými materiály. OL se může konat nejen v průmyslových objemech (mobilní zařízení) a poskytuje velmi dobrý výsledek při práci s kovy do tloušťky 25 mm. Současně, pokud nebudete věnovat pozornost ceně, LR má nižší tepelný efekt na straně, na rozdíl od PR.
Ve většině případů se při použití LR nevytváří žádný strus, zatímco v PR tento jev není neobvyklý. Vysoká kvalita rohů u LR, zatímco u PR je zaoblení rohu, ve spodní části řezu je odstraněn více materiálu než shora. Lze také poznamenat, že šířka řezu laseru je konstantní, zatímco šířka řezu plazmy je nestabilní v důsledku plazmového oblouku.






